銷售熱線: 0537-8774888


絲管給水管用管件")
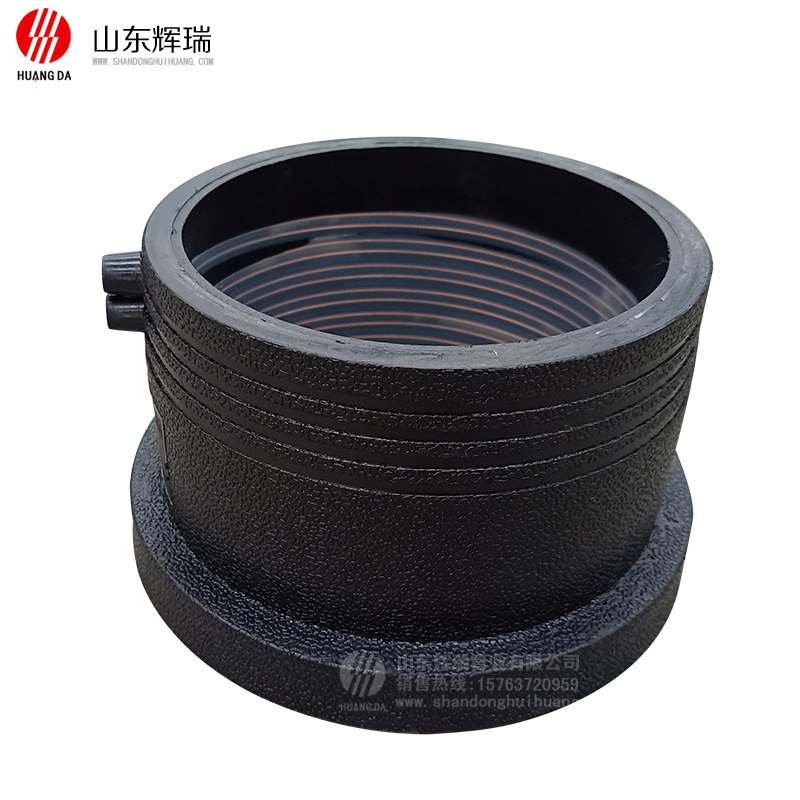
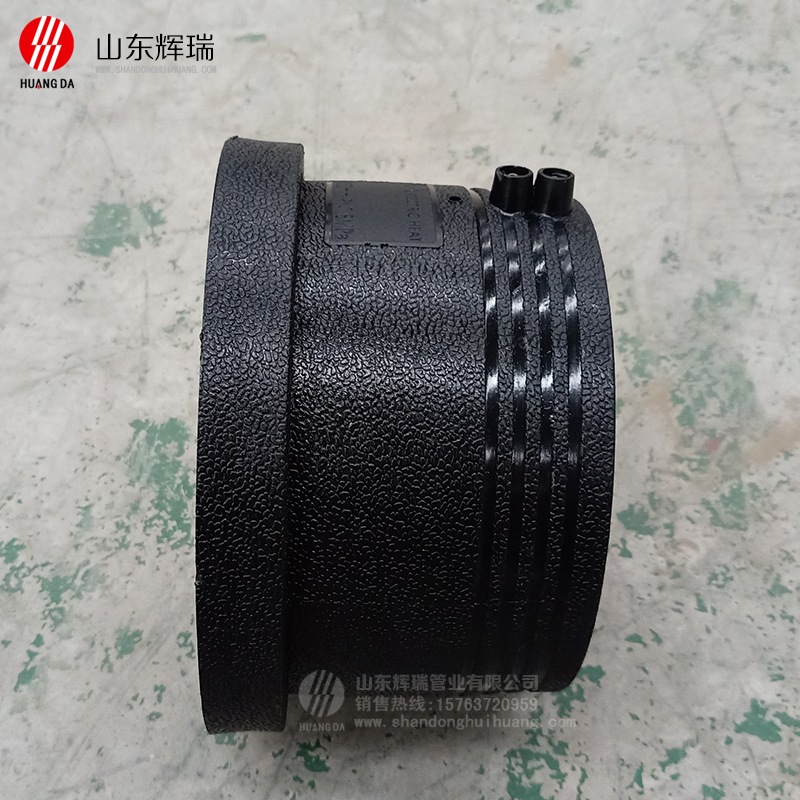
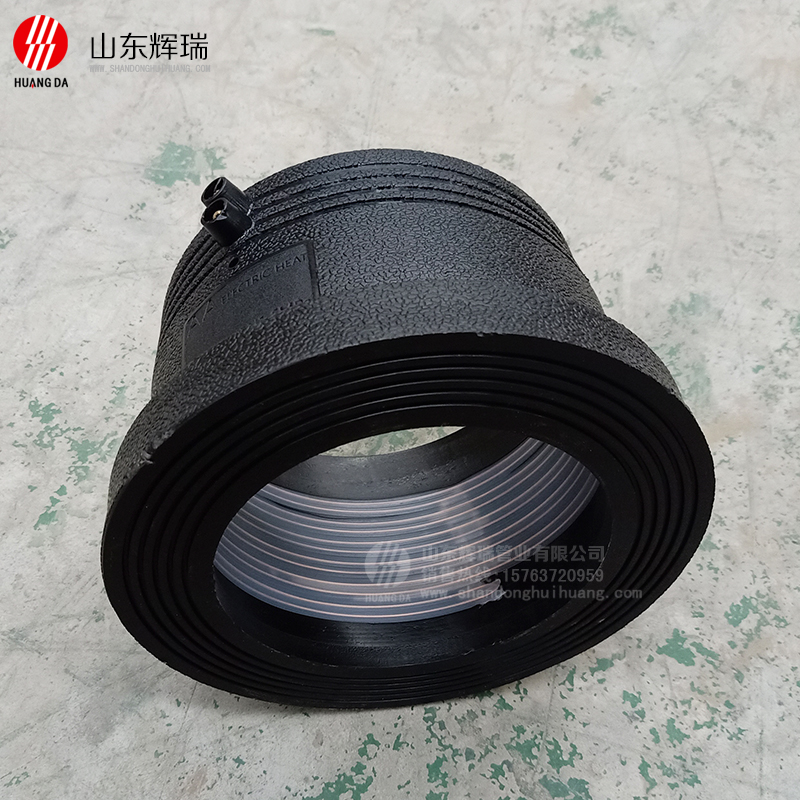
電熔法(fǎ)蘭根針對聚乙(yǐ)烯給水管/聚乙(yǐ)烯鋼絲管的管件。電熔管件施工無論多大型號均(jun1)可使用統一焊機,施工(gōng)方便快捷。
適(shì)用管材:鋼絲管,給水管(guǎn),消防(fáng)管(guǎn)
電熔法蘭(lán)根型(xíng)號齊全50mm-400mm。
電熔管件使用須知
1.管(guǎn)件使用須符合國家標準:CJJ101-2016《埋地聚乙烯給水管道工(gōng)程技術規程》及CJJT98-2014《建築給水聚乙(yǐ)烯(xī)類管道工程技術規程》;
2.管材、管件材質必須相同訪客熔接;
3.管材、管件配合間隙處不得大於1.0mm;
4.安裝規範:管件管材(cái)安裝必須橫平豎直,在一條軸線上,不(bú)得(dé)彎折(shé)或強行以彎折方式(shì)改(gǎi)變管路走向。
5.裝配前管材管件(jiàn)承插區域必須打磨0.1-0.3mm氧化層及其他汙物,並(bìng)保(bǎo)持清潔至焊接完成;
6.管材切割麵必須平整,其切口端麵(miàn)必須進行可靠封頭處理(lǐ),除純PE管材外;
7.裝配前需用白色記號筆勾畫出承插(chā)位置線,焊接前必須再次檢查記號位置,保證承插到位;已裝配(pèi)好的管件必(bì)須當日焊接,未焊接或經(jīng)汙水浸泡(pào)的管件必(bì)須重新打磨裝配(pèi)才可焊接;
8.必須保證焊機電(diàn)源供電充足、穩定、以及頻率等均正(zhèng)常。
9.正式焊接前需根據現場溫度(dù)、供電等環境因數調整焊(hàn)接參數,做(zuò)焊接解剖實驗,以設定優質焊接方案;
10焊接時及焊接後30分鍾內需遠離被焊接管件2米以上,以防燙傷;焊完3-5分鍾後160以下管件熔焊區外表麵溫(wēn)度應(yīng)達到65°C以上,200以上管件55°以上,否則需補焊;
11.焊接(jiē)時及焊接後2小時內(nèi),不得踩踏、移動、或其他外力作用於管道上;
12隱蔽、回填需按國(guó)家標準要求,必須經眼裏實(shí)驗合(hé)格後(hòu)方可(kě)隱(yǐn)蔽、回填;試壓前續對管(guǎn)材進(jìn)行大部分回填、固(gù)定處(chù)理(管件裸露在外);
13.非專業人員請(qǐng)勿擅自施工、安裝(zhuāng)、焊(hàn)接、回填等操作;
14.請儲存在陰涼、通風、幹燥的屋棚內,禁(jìn)止露天存放;
15.其他細節請參閱相關國家、行業標準(zhǔn),以(yǐ)及管道、焊(hàn)機施工說明等相關資料;


版權(quán)所有: 山東糖心vlog管業有限公司(sī) 備案號:魯ICP備17012238號 技術支持:邦達傳(chuán)媒












動者風采】金鄉這位企業家用創新創造演繹出彩人生")