1 引言
在我國城市 PE 燃氣管道開孔封堵技術尚處在起步和發展(zhǎn)階段,應(yīng)用這項技術和使用這一開孔封堵設備的城市和企業還很少,但隨著 PE 管在我國(guó)城市燃氣管(guǎn)網中的普遍推廣應用,PE 管開孔封堵技(jì)術(shù)將相伴而行,有其廣闊的發展(zhǎn)前景。
2 PE 管道的帶壓開孔與封堵
隨著 PE 管道在(zài)城市燃氣管網中(zhōng)的大量運用,對 PE 燃氣管的維修搶修工作已成為燃氣輸配公司日常運營(yíng)管理工作(zuò)中的一項重要(yào)工(gōng)作。一般情形有三種(zhǒng):
(1)對管道局部的較小孔洞及裂縫,可采用(yòng)電熔鞍(ān)型管件將被破損部分擋住後,通過電熔焊機使鞍型管件與(yǔ)管道管壁(bì)熔為一體,從而達到修複管道目的。
(2)當(dāng) D200 以下的管道出現較(jiào)大破損時,可利用管道本身的柔軟性,在被破損處兩端(duān)用(yòng)燃(rán)氣專用(yòng)壓管器將管道壓扁(biǎn)(對於 D63~D200 的管道,用壓(yā)扁器並不能完全切斷氣源),然後把氣源切斷,再對破損處進行(háng)維修。
(3)對於大口徑的管道破(pò)損,則在破損處兩端鑽孔(專用 PE 管鑽孔工具),然後將隔離球(qiú)塞(皮碗或囊式)入孔內將管道封堵。最後對中間的破損部分進行切割更換處(chù)理。對於不容許停(tíng)氣的搶修,可在隔離(lí)球(皮碗)外側再鑽兩個孔,連接旁通管以臨時供氣。
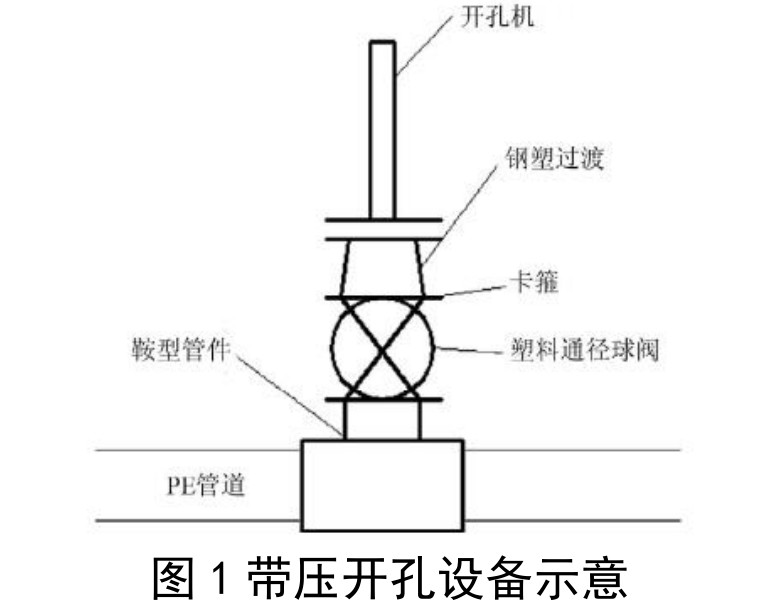
2.1 帶壓開孔、封(fēng)堵設備
PE 管道帶(dài)壓開(kāi)孔與(yǔ)封(fēng)堵(dǔ)的原理與金屬管道(dào)開孔封堵原理是一樣的,國內不停輸設備生產廠商開發出了一(yī)套帶壓開孔(kǒng)封堵設備並形成專利(專利號 ZL02224145.0)。該係列設備包括帶壓開孔(kǒng)機、機架、下堵器,適應管徑D160~D300mm,溫度-10~+40℃,介質壓力≤0.4MPa。另外一種情況,國內大型塑料製品商結合自(zì)身管材、管件特點(diǎn)開發出了適用其產品係列的(de)帶壓開孔設備,比如亞大塑料製品公司的帶壓開孔設備,見圖 1該帶壓開孔設(shè)備適用公稱外徑(jìng) 63~630mm,有兩(liǎng)種(zhǒng)鞍型管件供使用(鞍型直口 SATURN、鞍型直口 TOPLOAD),按公稱外徑 63~630mm、SDR11、17.6、21 分別選擇(zé) 60mm 帶壓開孔刀及 120mm 帶壓開(kāi)孔刀。因為管材(cái)、管(guǎn)件均產自同一廠家,所以電熔質量得到保證(zhèng),這種帶壓開孔設備可以按設(shè)計要求安全、順利(lì)帶壓(yā)開(kāi)孔。
2.2 鞍型管(guǎn)件與待開孔管(guǎn)材之間的熔(róng)接
PE 管帶壓開孔(kǒng)與封堵(dǔ)中一個關鍵問題是:如(rú)何保證鞍型管件與待開孔管材的熔接質量(liàng)。施工單位在(zài) PE 燃氣管道(dào)維(wéi)修時,經常(cháng)遇到待開(kāi)孔管道與管件不配套的情況。由於不同廠家生產的電熔連(lián)接機具或(huò)電熔管件的焊接參數(如電壓、
加熱時(shí)間(jiān))可能不同,因此,在電熔連接時,通電加熱的電壓(yā)和加熱時間,應按電熔連接(jiē)機具或電熔管件生產企業提供的參數進行。施工單位在熔接前,應該(gāi)對管(guǎn)材(cái)(件)進行熔接工藝(yì)評定,以確定其是否可以熔接。實際上,針對 PE 帶(dài)壓開孔封堵這類“特殊”施工,施工單位對不同(tóng)廠家的 PE管材、管件進(jìn)行熔接工藝評(píng)定是不現實的。綜上,由於以上問題的存在,阻礙了 PE 管帶壓開(kāi)孔(kǒng)封堵技術的普及應用。
3 PE 管材、管件的電熔連接
3.1 要求電(diàn)熔連接的特殊情況
《聚乙烯燃氣(qì)管道工程技術規程》(CJJ63—2008)規定:不(bú)同級別和熔體質量(liàng)流動速率(MFR)差值(zhí)(條件是 190℃、5kg)不小於(yú) 0.5g/min 的聚乙烯原料製造的管材、管件和管道附屬設備(bèi),以及焊接端部標準(zhǔn)尺寸比(SDR)不同的聚乙烯燃氣管(guǎn)道連接時,必須采用電熔連接。公稱直徑小於(yú) 90mm的 PE 管道宜采用電熔連接(因為管徑較(jiào)小的管材,在采用熱熔對接焊時其焊接斷麵尺寸較小(xiǎo),不能保證焊接強度,因而隻能采用電熔承插焊接)。
3.2 電熔連接的質量影響因素
《PE 燃氣電熔管件電熔(róng)連接耐氣密性的研究》對注塑PE100 電熔管件進行了熔接測試,得到結論:隨著通電時間的延長,PE 燃氣電(diàn)熔管件耐氣密性不斷升高,當通 PE 燃氣電熔管件、管材電熔連接的耐氣(qì)密性達到最(zuì)高後,隨著通電時間的繼續延長,PE 燃氣電熔管件、管材電熔連接的耐氣密性(xìng)反而開始降低。這主要(yào)是因為:當通(tōng)電時間過短時,管材、管件之問沒有充分熔融,管(guǎn)材、管(guǎn)件之間存在縫隙;通電(diàn)時間過長(zhǎng),管材(cái)、管件之間熔融(róng)過頭,冷卻後產生空洞;隻(zhī)有通電(diàn)時間適中時,管材、管件之間才不會存在縫隙和產生空洞,PE 燃氣管件、管材電熔連接的耐氣密性達到最高。隨著銅電阻絲電阻的升高,PE 燃氣管件(jiàn)耐氣密性不斷升高,當銅電阻絲電阻升高到最大值後,PE 燃氣管件、管(guǎn)材電熔連接(jiē)的耐氣密性(xìng)趨於穩定。這主要是因為:當銅電阻絲電阻過低時,電阻絲發熱量不(bú)夠,管材、管件塑料樹脂不(bú)能充分熔融,使得管材、管件之間存在縫(féng)隙。管材、管件的 MFR越接近,其相容性越好,管件電熔連接後氣密性越好。管材、管件之間(jiān)配合尺寸增大,電熔連接後耐氣密性降低,隻有管材(cái)、管件配合尺寸在 0.05~0.20mm 之間時,電熔後才不會產生縫隙和空洞,電熔連(lián)接後耐氣密性良好。
3.3 電熔鞍型(xíng)連(lián)接(jiē)的質量(liàng)檢驗
對於熱熔連接接(jiē)頭,主要(yào)檢查接頭翻邊的對(duì)稱性、接頭對正性,並進行翻邊切除檢驗。一般(bān)對於材料問題如熔體質量流動速(sù)率不匹配、受潮,操作問題如壓力、溫度、時間參數設置不當等基(jī)本能夠發現。而對於電熔連接接頭(tóu),接(jiē)頭的融合(hé)情況都包覆在(zài)電熔管件內,在熔融料沒有大量溢出(chū)的情況下,質量檢驗隻能從(cóng)電熔管件上的觀察孔來判斷,對於(yú)材料(liào)本身及軸線不一致引起的質量問(wèn)題往往無法發現(xiàn)。
4 結束語
PE 管(guǎn)帶壓開孔、封堵技術有一定實際應用價值和發展前景,隨著 PE 管道在城市燃氣管網(wǎng)中(zhōng)比例的不斷加大、PE 材料質(zhì)量標準以及工程建設標準的進一步完善和落實、PE 材料市場的進一步規(guī)範,這項技術必將同金屬管道(dào)帶壓開孔封堵技術一樣得到普及應用,發揮其在燃氣管網維修搶修中的作用。














這位企業家用創新創造(zào)演繹出彩人(rén)生")
園(yuán)項目,舉行開工儀式")
對稱問題的探討")
的選用方式分析")

水管施工質量控製")
藝(yì)參數的實驗")
年發展(zhǎn)的目標")