普(pǔ)通鋼管因其管材自身的缺陷, 在供水管線使用中易(yì)產生腐(fǔ)蝕、生鏽、結垢、泄露及堵塞等弊病, 從而對水質造成嚴重(chóng)的 2 次汙染。近年來, 隨著高(gāo)分子(zǐ)材料技術的飛躍發展, 聚乙烯( PE) 管道由於其獨特而良(liáng)好的可熔(róng)接( 焊接) 性、連接方便( 熱熔對接、電熔連接) 、抗(kàng)開裂(liè)性、環保、衛生、可回收使用等優點, 而成為(wéi)城市輸氣管網、中低(dī)壓供水管網的最(zuì)佳選擇, 在我國得到了高(gāo)速發展, 塑料給水管材的開發利用將逐步替代普(pǔ)通鋼管。在中原油田(tián)生活(huó)小區管網改造項目中, 給水主管道為公稱直徑 160 mm ﹙簡稱(chēng) PE160 ﹚的(de) PE 給水熱熔管, 焊接采用熱熔焊接工(gōng)藝, 取得了良好(hǎo)的效果。
1 PE 給水管的材質分析
PE 給水(shuǐ)管原材料為聚乙烯, 他是一(yī)種高分子量的有機合成的惰性材料。具有良好的剛(gāng)性和(hé)韌性, 可耐多種化學介質的侵蝕(shí), 不會發生腐爛, 生鏽和腐蝕現象。PE 管的低溫脆化溫度極低(dī), 可在-40 e 溫度範圍使用, 在冬季安裝施工中不會(huì)發生管道脆裂, 並具有良(liáng)好的抵抗快速裂(liè)紋傳遞能力。使用年(nián)限可達 50 年。
2 PE 熱熔(róng)焊原理
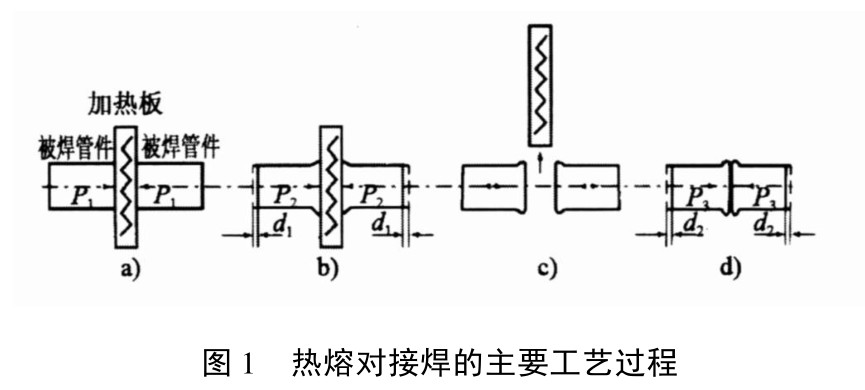
熱熔對接焊的原理是采用熱熔對焊機將 2 個製件表麵加(jiā)熱(rè)到設定的溫度, 使(shǐ)其熔化, 然後(hòu)施加足(zú)夠的外(wài)力將它們迅速(sù)貼(tiē)合, 並保持一定的壓力, 經充分冷卻後使管材連接。聚乙烯是一種具有半結晶的熱塑性高分子聚合物(wù), 具非極性的長鏈分子結構(gòu), 分子之間(jiān)相互纏繞和貫穿, 具有非常(cháng)典型的玻璃態、高彈態、粘流(liú)態 3 個物態區間。熱熔焊充分運用擴散原理(lǐ), 在晶體的融熔溫度附近, 聚乙烯分子吸收足(zú)夠的能量, 導致其劇烈運動, 在(zài)外力(lì)的作(zuò)用(yòng)下, 熔融界麵的分子相互滲透和纏繞(rào), 進行分子鏈的(de)物理重組和再結晶。因此, 對於(yú)熱熔焊過程而言, 加熱溫度、焊製壓力、冷卻和加熱時間決定了焊縫品質的高低 [ 1-2] 。熱(rè)熔對接焊口在承受拉力和壓力時都(dōu)比管材本身具有更(gèng)高強度, 其主要工藝過程如圖 1 所示。
3 施焊工藝
3. 1 焊前準備
3. 1. 1 管道材(cái)料及焊接設備
施工時給(gěi)水管材選用的是上海上(shàng)豐集團有限(xiàn)公司(sī)生(shēng)產的 PE160 給水管, 壁厚 9. 5 mm, 公稱壓(yā)力1.0 MPa。焊機選用成都東飛新科(kē)技實業有限公司生產的 DFHJ- 160Y( 液壓型(xíng)) 熱熔(róng)對焊機。
3. 1. 2 焊前清洗
用軟布蘸酒精清洗加熱板板麵, 使其無(wú)汙物。將管材待連接端先用清水或皂水及軟布把(bǎ)上麵的油漬、泥汙清洗掉, 然後用酒精擦試幹淨, 使其露出管道(dào)本(běn)來的光澤。
3. 1. 3 母材修整
開啟對接機與液壓(yā)泵的開(kāi)關, 用機架(jià)上的銑削刀具將管材的連接麵銑削平(píng)整(zhěng), 將待(dài)焊兩管軸線對齊, 保證內壁和待焊端麵齊平, 使其錯位不大(dà)於2 mm。
3. 2 焊接工(gōng)藝參數
試驗結果表明, 焊縫成形的好壞主要由焊接過程中(zhōng)的加熱板溫度、焊接壓力及加熱時間決定。試驗用焊接工藝(yì)參數如表 1 所示。
3. 3 焊接過程
1) 焊接前, 再次檢查待(dài)焊 2 管是否有錯位(wèi), 保持(chí)內壁和端麵(miàn)齊(qí)平。打(dǎ)開(kāi)加熱開關和(hé)溫控儀, 將預熱溫度調節至 210 e , 使(shǐ)加熱板達到(dào)所設定的溫度。然後將表麵溫度已均勻的加熱板(bǎn)放在機架上(shàng), 扳動操(cāo)作手柄至/ 進0的位置, 調(diào)整/ 調速閥0旋鈕, 以使動夾具帶(dài)動(dòng)管件快速靠近加熱板, 當管件貼上加熱板兩麵後, 仍使動夾具保持/ 進(jìn)0狀態。並加大進給壓力到 0. 5 MPa, 待端麵出現 1. 0 mm 卷邊時將/ 進退(tuì)0操作手柄板回中位, 打開泄壓閥使其壓(yā)力降低為0. 01 MPa, 關閉泄壓閥使管材在微壓狀態下加熱。
在計時器上設定加熱時間為(wéi) 100 s, 然後打開(kāi)計時器進入(rù)熔融過程。
2) 當報警器提示加熱過程結束後, 將計時器關閉, 操作手柄將加熱板從已被熔融的管材上脫開, 置換時間應 [ 6 s, 然後快速操作手柄以(yǐ)使動夾具帶動管材(cái)快(kuài)速合攏對接, 並(bìng)調(diào)整(zhěng)焊接壓力至 0. 5 MPa, 直至對接口卷(juàn)邊 5 mm 為止, 關閉(bì)泄壓閥保持焊接壓力, 並打開計時器設(shè)定冷卻時間為 15 min。待(dài)管材冷卻至(zhì)環境(jìng)溫度後卸(xiè)下管材, 焊接結束。
4 施工工藝(yì)對(duì)焊(hàn)縫成形的影響
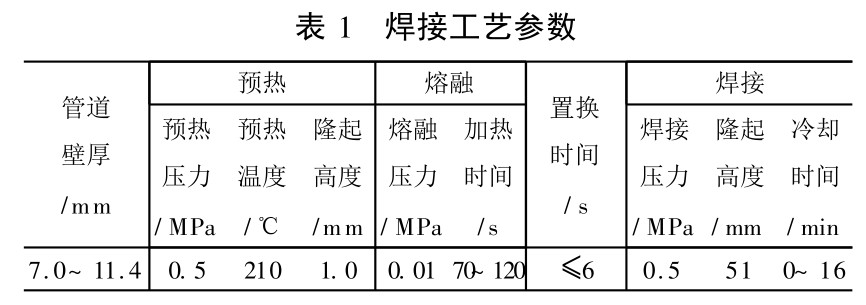
4. 1 加熱板溫(wēn)度對焊(hàn)縫成形的影響加熱(rè)板溫度(dù)是聚乙烯給水管焊接時的一個重要工藝參數, 對焊縫成形(xíng)起著決定性的作用(yòng)。加熱板溫度太高, 塑料將發生熱氧化破壞, 析出(chū)揮發性產物, 即使在接(jiē)觸壓力(lì)非常大的情況(kuàng)下, 也無法將氣孔全(quán)部(bù)排出, 仍會有部(bù)分氣孔殘留在(zài)焊(hàn)縫內, 從而使結構的抗脆性破壞下降。但加熱溫度(dù)太低(dī)又使被焊 2管端得不到充分的加熱, 粘結強(qiáng)度(dù)較小, 在焊縫中會造成未焊透(tòu), 從而影響(xiǎng)連(lián)接強度。加熱板溫(wēn)度過低,往往會造成(chéng)焊道中心下凹, 如圖 2 所示。實際焊接中, 造(zào)成這種缺陷的原因往(wǎng)往是由於焊(hàn)接時抽取加熱板對(duì)接管材時的置(zhì)換時間太長, 使管材的加熱麵溫度降低形成的 [ 3] 。
4. 2 焊接壓(yā)力對焊(hàn)縫成形(xíng)的影響
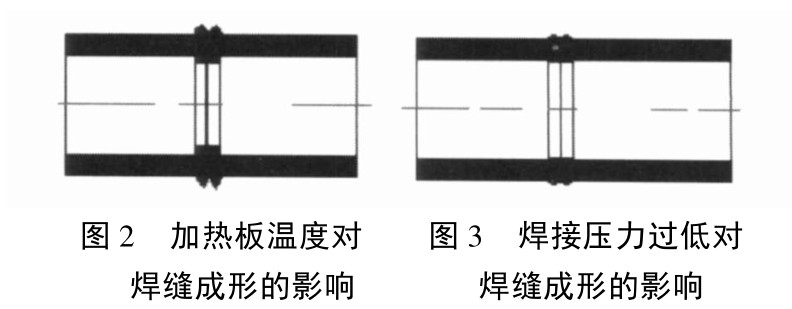
焊接壓力在焊接過程中(zhōng)起著重(chóng)要的作用。選擇適當(dāng)的焊接壓力是為了使焊縫區的熔體產生合適的剪切流動並達到最佳的焊縫位置。聚乙烯( PE) 給水管材料在加熱和壓緊時(shí), 在壓力(lì)的作用下會流向焊縫的邊緣而形成熱熔環, 同時會改變焊接接頭的形狀。由於熔融物流出的結果, 使焊縫中(zhōng)內熔化層的(de)深度減(jiǎn)小, 增加了各(gè)區加熱的不均勻性, 改變(biàn)了總的(de)溫度分布, 使聚乙烯給水管在(zài)接觸麵上發生取向。因此, 焊接時, 常常在加熱和壓緊時采用低壓。另(lìng)一方麵, 加熱時(shí)的壓(yā)力應能足以使管道端麵上的不(bú)平度很快地平整, 而壓緊時的壓力應保證能使兩平麵牢固地結(jié)合, 排除(chú)氣孔和氣體(tǐ)夾雜物並盡量增加實現相互擴散的麵積(jī)。接觸以後, 要求焊接(jiē)壓力應能補償聚(jù)合物(wù)材料冷卻過程(chéng)中的收縮。當壓力過小或沒有壓(yā)力時, 收縮(suō)會導致收縮孔的出(chū)現, 增(zēng)大結構的缺陷(xiàn), 增加殘餘應力。
焊接壓力過低及過(guò)高時對焊縫(féng)成形的影響分別如圖 3 及圖 4 所示。解決辦法, 可以在置換完後(hòu), 迅速對接管材, 並調(diào)整焊接壓力為 0. 5 MPa, 保持該壓力直至冷卻。
4. 3 加熱時間對焊縫成形的影(yǐng)響
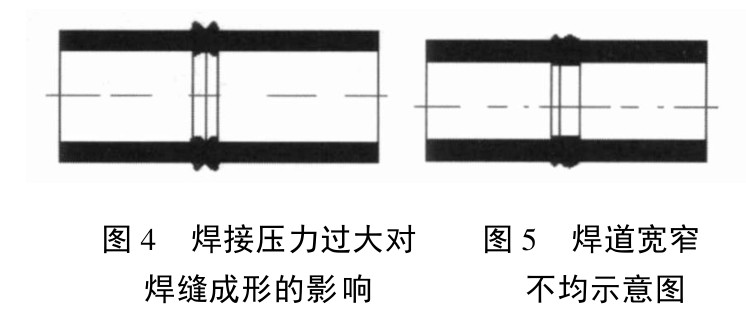
聚乙烯給水管加(jiā)熱時(shí)間主要由(yóu)管道壁厚、加熱板溫度及環境條件決定。增加加熱時(shí)間, 熔融區長度增大, 有助於消除未焊透, 降低焊接殘餘應力。但是(shì)加熱時(shí)間太長, 會使材料發(fā)生熱(rè)氧化破壞, 增大(dà)熔融材料的焊接熔環, 從而增大焊接應力分布的不均勻性。同時會(huì)增大對接(jiē)麵的/ 月牙形0彎(wān)曲度, 從而造成捕集空氣的(de)危險, 以及使管道失去穩定(dìng)性的危
險。當加(jiā)熱時間不夠時, 接觸的邊界就不消(xiāo)失(shī), 還會出現未焊透。此外, 2 管加熱時間不同, 兩管熔化溫度不同, 加熱板受熱不均, 還會產生焊道寬窄不均等缺陷, 如圖(tú) 5 所示。解決辦法, 可以在加熱前用酒(jiǔ)精擦試幹淨。加熱板設定溫度到時後, 應繼續加熱 15`20 min, 使加熱板均勻受熱。














用創新創造演繹出彩人生(shēng)")
")
熱熔接頭卷邊不對稱問題的探討")
水工程中供水管材的選用方式分析")
瑞管業pe給水管")
製")
驗")
行業未來(lái)五年發展的目(mù)標")